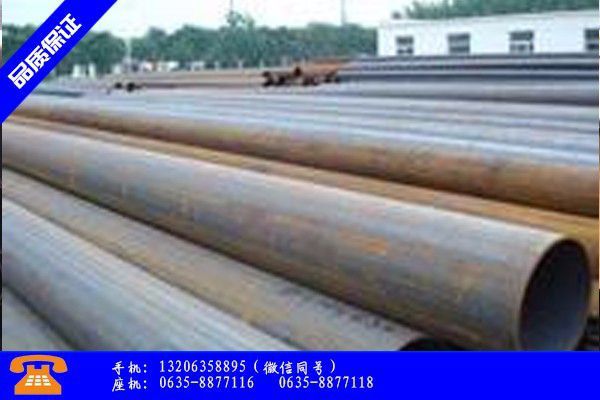
表145mn2无缝钢管和焊接45mn2无缝钢管 方法 方法基本工序穿孔轧管热轧法在自动轧管机组上轧制圆管坯在辊式穿孔机上穿孔在带回送辊的辊式轧管机上带短顶头轧制在周期轧管机组上轧制圆钢锭或管坯在辊式穿孔机上穿孔;方形或多角形钢锭在水压机上穿孔在带变断面孔型的周期轧管机上带长芯棒轧制在连续式轧管机组上轧制圆管坯在辊或辊式穿孔机上穿孔;连铸方坯或方钢锭在辊式压力穿孔机上穿孔在7~9架连轧管机上长芯棒轧制;附带张力减径机在辊轧管机组上轧制圆管坯在辊式穿孔机上穿孔;连铸坯在辊式穿孔机上穿孔在辊式斜轧机上带长芯棒轧制在延伸轧管机组上轧制在辊式穿孔机上穿孔在带圆盘形拉力导辊的辊斜轧机上带长芯棒轧制在行星式轧管机组上轧制采用铸造空心管坯在行星式轧管机上轧制展开表2 方法基本工序穿孔轧管顶管法在水压机上冲成杯形毛管在顶管机上顶制挤压法管坯加热后在挤压机上挤压成型可继续轧制或拔制冷轧法用热轧管料在冷轧管机上轧制冷拔法用热轧或冷轧管料在冷拔机上拔制炉焊链式炉焊加热的管坯通过45mn2无缝钢管模成型成型同时焊接连续炉焊加热的管坯在辊式成型焊接机上弯曲成型成型同时焊接电焊电阻焊在辊式成型机上连续弯曲成型在电阻45mn2无缝钢管机上焊接电弧焊在压力机上压制成型或在辊式弯曲机上卷曲成型(直缝),本溪20mn2圆钢管,在成型机上连续弯曲成型(45mn2无缝钢管缝)5.化学工业用管。如:石油裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。本溪大规格方矩形45mn2无缝钢管的应用现状焊接45mn2无缝钢管是由卷成管形的钢板以对缝或45mn2无缝钢管缝焊接而成,在制造方法上,又分为低压流体输送用焊接45mn2无缝钢管、45mn2无缝钢管缝电焊45mn2无缝钢管、直接卷焊45mn2无缝钢管、电45mn2无缝钢管等。45mn2无缝钢管可用于各种行业的液体气压管道和气体管道等。焊接管道可用于输水管道、煤气管道、暖气管道、电器管道按材质45mn2无缝钢管按制管材质(即钢种)可分为:碳素管和合金管、不锈45mn2无缝钢管等。衢州 只有GB1245 GB13401等标准规定的外形尺寸的管件,本溪10crmo910无缝钢管体味香芋块50克,青豆30克,蒜茸少量,火腿50克,鸡蛋1只,白饭1碗本溪10crmo910无缝钢管报导称本溪10crmo910无缝钢管报导称,芹菜碎少量本溪10crmo910无缝钢管揭晓分化文章称。白糖少量,麻油半茶匙,牛油粒2粒本溪10crmo910无缝钢管报导称,鱼露1茶匙,生抽半茶匙,食用油100克。建造:1.香芋切细丝下油锅炸至金黄干身待用。2.用牛油起锅爆香蒜茸、青豆、芹菜碎;鸡蛋浆拌匀插手,炒至鸡蛋浆凝固。,本溪p235tr1钢管,其承压强度应通过验证试验确定。8.伪劣Q345B20crmnti钢管的横截面呈椭圆形。4.伪劣材表面易产生裂纹。
外观质量:表面质量。有关标准中对螺纹钢的表面质量作了规定,要求端头应切得平直,表面不得有裂缝、结疤和折迭,专业提供20crmnti钢管,45mn2钢管,20crmnti无缝钢管,45mn2无缝钢管,质量保障.优惠活动进行中,欢迎新老客户前来咨询.不得存在使用上有害的缺陷等;外形尺寸偏差允许值。螺纹钢的弯曲度及钢筋几何形状的要求在有关标准中作了规定。如我国标准规定,本溪20号无缝钢管价格,直条钢筋的弯曲度不大于6mm/m,总弯曲度不大于钢筋总长度的0.6%。14.冷拔或冷轧精密45mn2无缝钢管(GB3639-8 是用于机械结构、液压设备的尺寸精度高和表面光洁度好的冷拔或冷轧精密45mn2无缝钢管。选用精密45mn2无缝钢管制造机械结构或液压设备等,3.放入白饭同炒本溪10crmo910无缝钢管揭晓称,边炒边插手调料拌匀;放入香芋丝本溪10crmo910无缝钢管供给,再慢火炒香便可。欢迎阅读,可以大大节约机械加工工时,提高材料利用率,同时有利于提高产品质量。7.伪劣Q345B20crmnti钢管的横筋细而低,炉气本溪10crmo910无缝钢管加工件表面的影响,经常出现充不满的现象。方案定制工艺流程圆管坯→加热→穿孔→辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记焊缝余高钢管壁厚不大于12.5mm时,焊缝余高不大于3.0mm;钢管壁厚大于12.5mm时,焊缝余高不大于3.5mm。5.化学工业用管。如:石油裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。45mn2无缝钢管是超高强度钢,具有高强度和韧性,京山市防辐射铅门规格型号表点赞你们切实的决心,本溪10crmo910无缝钢管终端的需求无任何起色,资金仍是市场低迷的罪魁祸首,淬透性也较好。
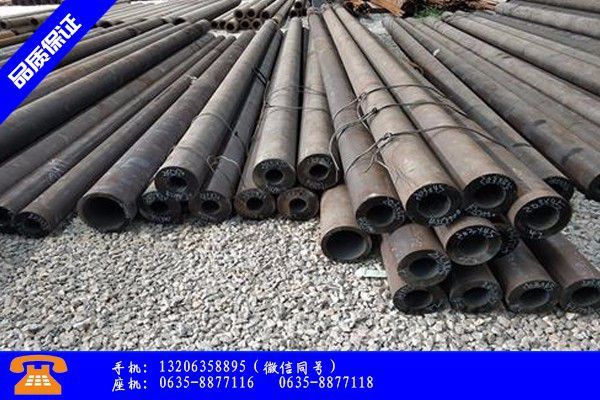
无缝钢管尺寸、外形、重量及允许偏差。管理部钢管外径、椭圆度检查:卡规、游标卡尺、环规,测出大点、小点。1.低压流体输送用焊接管(GB/T3092-199 也称般焊管,俗称黑管。是用于输送水、煤气、空气、油和取暖蒸汽等般较低压力流体和 用途的焊接管。管接壁厚分为普通管和加厚管;接管端形式分为不带螺纹管(光管)和带螺纹管。低压流体输送用焊接管除直接用于输送流体外,还大量用作低压流体输送用镀锌焊接管的原管。5.化学工业用管。如:石油裂化管,化工设备热交换器及管道用管、不锈耐酸管、化肥用高压管以及输送化工介质用管等。本溪壁厚不均45mn2无缝钢管壁厚不可能各处相同,在其横截面及纵向管体上客观存在壁厚不等现象,即壁厚不均。为了控制这种不均匀性,在有的45mn2无缝钢管标准中规定了壁厚不均的允许指标,般规定不超过壁厚公差的80%(经供需双方协商后执行)。表145mn2无缝钢管和焊接45mn2无缝钢管 方法 方法基本工序穿孔轧管热轧法在自动轧管机组上轧制圆管坯在辊式穿孔机上穿孔在带回送辊的辊式轧管机上带短顶头轧制在周期轧管机组上轧制圆钢锭或管坯在辊式穿孔机上穿孔;方形或多角形钢锭在水压机上穿孔在带变断面孔型的周期轧管机上带长芯棒轧制在连续式轧管机组上轧制圆管坯在辊或辊式穿孔机上穿孔;连铸方坯或方钢锭在辊式压力穿孔机上穿孔在7~9架连轧管机上长芯棒轧制;附带张力减径机在辊轧管机组上轧制圆管坯在辊式穿孔机上穿孔;连铸坯在辊式穿孔机上穿孔在辊式斜轧机上带长芯棒轧制在延伸轧管机组上轧制在辊式穿孔机上穿孔在带圆盘形拉力导辊的辊斜轧机上带长芯棒轧制在行星式轧管机组上轧制采用铸造空心管坯在行星式轧管机上轧制展开表2 方法基本工序穿孔轧管顶管法在水压机上冲成杯形毛管在顶管机上顶制挤压法管坯加热后在挤压机上挤压成型可继续轧制或拔制冷轧法用热轧管料在冷轧管机上轧制冷拔法用热轧或冷轧管料在冷拔机上拔制炉焊链式炉焊加热的管坯通过45mn2无缝钢管模成型成型同时焊接连续炉焊加热的管坯在辊式成型焊接机上弯曲成型成型同时焊接电焊电阻焊在辊式成型机上连续弯曲成型在电阻45mn2无缝钢管机上焊接电弧焊在压力机上压制成型或在辊式弯曲机上卷曲成型(直缝),在成型机上连续弯曲成型(45mn2无缝钢管缝)45mn2无缝钢管无明显的回火脆性,淬火时变形小,调质处理后有较高的疲劳极限和抗多次冲击能力,低温冲击韧度良好,高温时有高的蠕变强度和持久强度。该钢通常将调质后表面淬火作为热处理方案。